
Le chromage est une technique de décoration par galvanoplastie, consistant à déposer une couche décorative de chrome métal sur une pièce support en plastique.
Le décor par immersion consiste à transférer un décor imprimé sur un film hydrosoluble. Le film est en suspension sur la surface, l’on baigne la pièce plastique dans ce bain d’eau.
Le film s’applique sur la pièce grâce à la pression hydrostatique de l’eau.
Le grattage laser est un procédé industriel de marquage par élimination de surcouches (peinture, anodisation, etc.). Le faisceau laser opère une ablation sélective du revêtement qui se trouve vaporisé.
Technique souvent utilisée pour la réalisation de touche rétro éclairé mettant à nue des zones précises tel qu’un pictogramme.
Le marquage à chaud est une technique de décoration par transfert à sec d’une fine couche métallisée sur une pièce plastique.
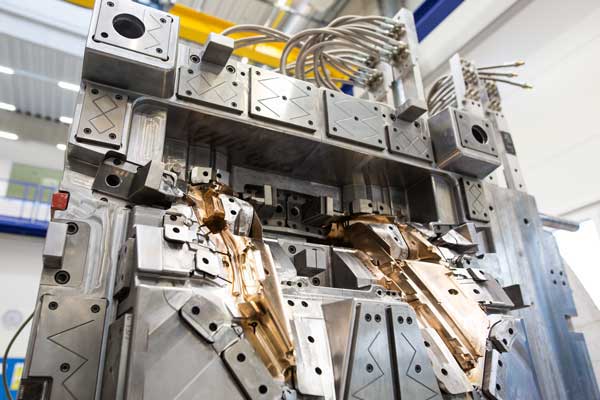
Consiste à mouler par injection de la matière thermoplastique ramollie dans un moule. La matière se solidifie en forme lorsqu’elle rencontre les parois. Dans un second temps, la pièce peut être démoulé. Son usage est très répandu et est utilisé pour produire des pièces identiques à une cadence importante.
L’insert molding consiste à surmouler un film thermoformé sur un insert plastique.
Procédé qui consiste à déposer une fine pellicule d’aluminium un support. Cela consiste à vaporiser le film à l’intérieur d’une chambre à vide, suivie de sa condensation sur la bande de support qui défile.
Le moussage est procédé permettant d’obtenir une pièce revêtue au touché moelleux.
Une pièce moussée est constituée :
d’un revêtement PVC, TPO, PU
d’un insert issu d’injection
d’un volume de mousse
Différentes technologies de fabrication des revêtements :
La peau Slush est une peau réalisée selon un procédé de rotomoulage : la poudre de PVC est déposée dans une coquille Nickel préalablement chauffée, la distribution de la poudre sur les parois de la coquille est réalisée par un outil rotatif. La poudre fond pour former une peau qui adopte parfaitement la géométrie de la coquille et le grain appliqué à cette dernière.
La peau est réalisée selon un procédé de thermoformage : la peau est conditionnée en rouleau et est thermoformée par aspiration sur un insert (l’épaisseur de la peau est liée aux contraintes maximales d’étirement).
La peau est obtenue en pulvérisant du PU sur un coquille avec un bras robotisé.
Différents types de moule de moussage :
La mousse est pulvérisée sur l’insert puis le moule est fermé.
Le moule est fermé puis la mousse est injectée entre la peau et l’insert. Des simulations de remplissage doivent être réalisées.
Différentes technologies de reprise :
Une fois l’insert moussé réalisé, il faut découper les run-off (extension garantissant l’étanchéité). Pour ce faire, il existe plusieurs possibilités :
L’insert moussé est positionné sur un moyen de posage, et les zones de reprises sont réalisées par une commande numérique de fraisage.
L’insert moussé est positionné sur un moyen de posage, et les zones de reprises sont réalisées par cisaillement à l’aide d’un poinçon équipé de lames.
Opération consistant à n’enlever que la peau et la mousse. Cette opération peut être réalisée en fraisage ou en poinçonnage.
Opération consistant à n’enlever que la peau. Le pelage est une opération en reprise manuelle, elle ne peut être réalisée que sur les peaux issues du procédé de PU Spray. Cela consiste à positionner une gorge en V avec une restriction d’épaisseur de l’ordre de 0.4mm à la pointe du V.
Afin de proposer des montées en gamme, les pièces plastiques peuvent être peintes. Une peinture polyuréthane est appliquée après une préparation de dépollution des corps gras, agent démoulant.
L’application peut être réalisée par pulvérisation par air, par bol à haute vitesse, par effet électrostatique.
La dernière étape consiste à une cuisson de la peinture (~ 80° C).
Procédé issu de l’imprimerie, qui permet un marquage de haute précision au moyen d’un tampon de transfert.
L’application d’un film d’encre très fin est réalisée par un tampon de transfert en caoutchouc siliconé. Ce procédé garantit un marquage détaillé et précis.